Waste Water Treatment – Sewage

Waste Water Treatment – Sewage
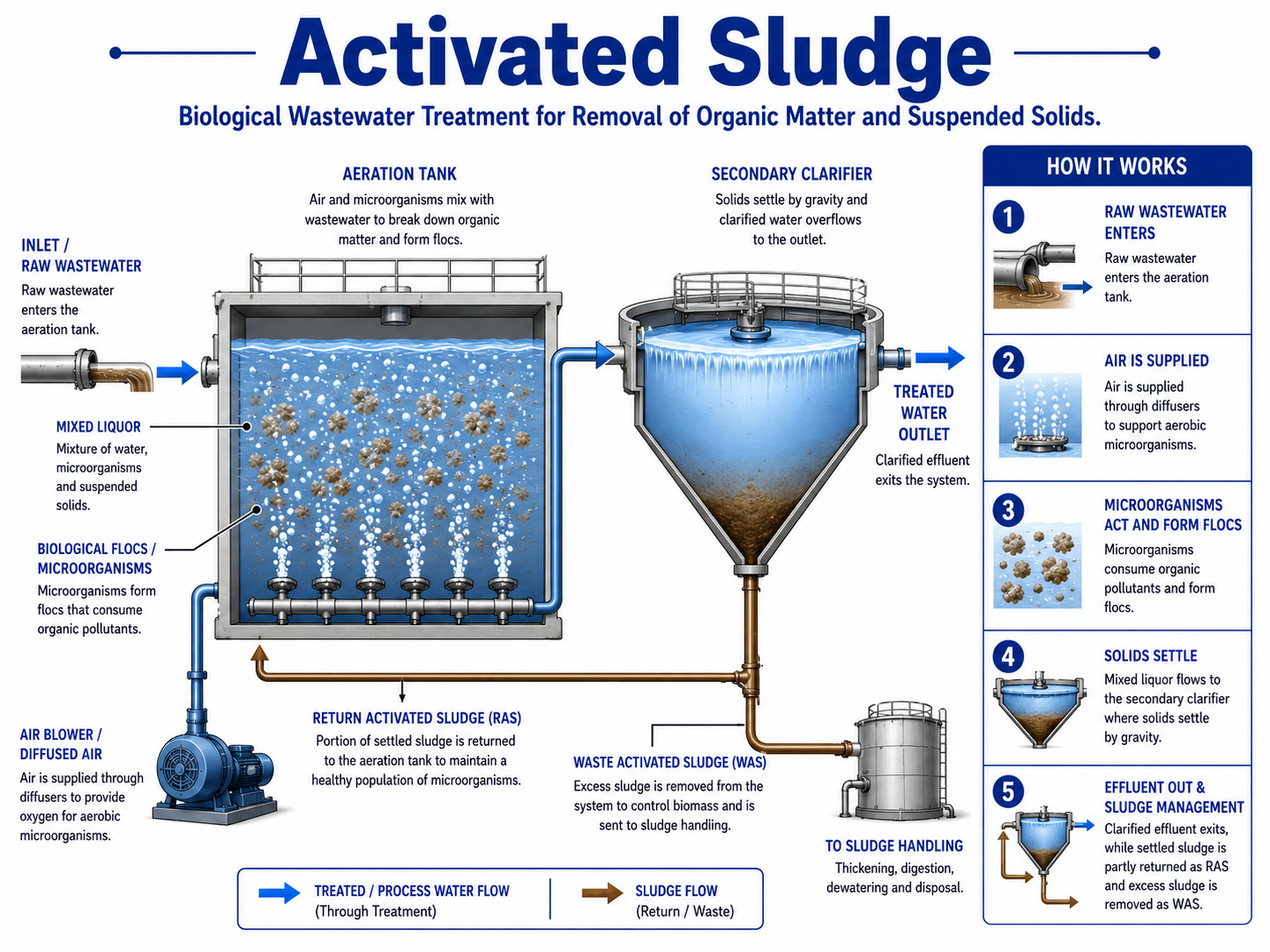
Activated Sludge Process
TSE Water offers Activated Sludge Process (ASP) based wastewater treatment systems, a proven aerobic biological technology widely used for treating industrial and municipal wastewater. ASP is recognized for its reliability and ability to effectively manage a wide range of organic loads while delivering high treatment efficiency.
In this process, wastewater is mixed with a community of microorganisms such as bacteria, protozoa, fungi, and rotifers in an aeration basin. Oxygen supplied through diffused aeration systems enables these microorganisms to break down organic pollutants and convert them into activated sludge, carbon dioxide, and water.
The treated mixture then flows to a secondary clarifier, where biological solids settle and are separated from the treated water. A portion of the settled sludge is recycled back to the aeration tank to maintain microbial activity, while excess sludge is removed for further handling.
TSE Water designs and delivers complete ASP-based treatment plants for industries and municipalities with relatively stable wastewater characteristics, ensuring reliable performance and efficient wastewater management.
MBBR – Moving Bed Bioreactor
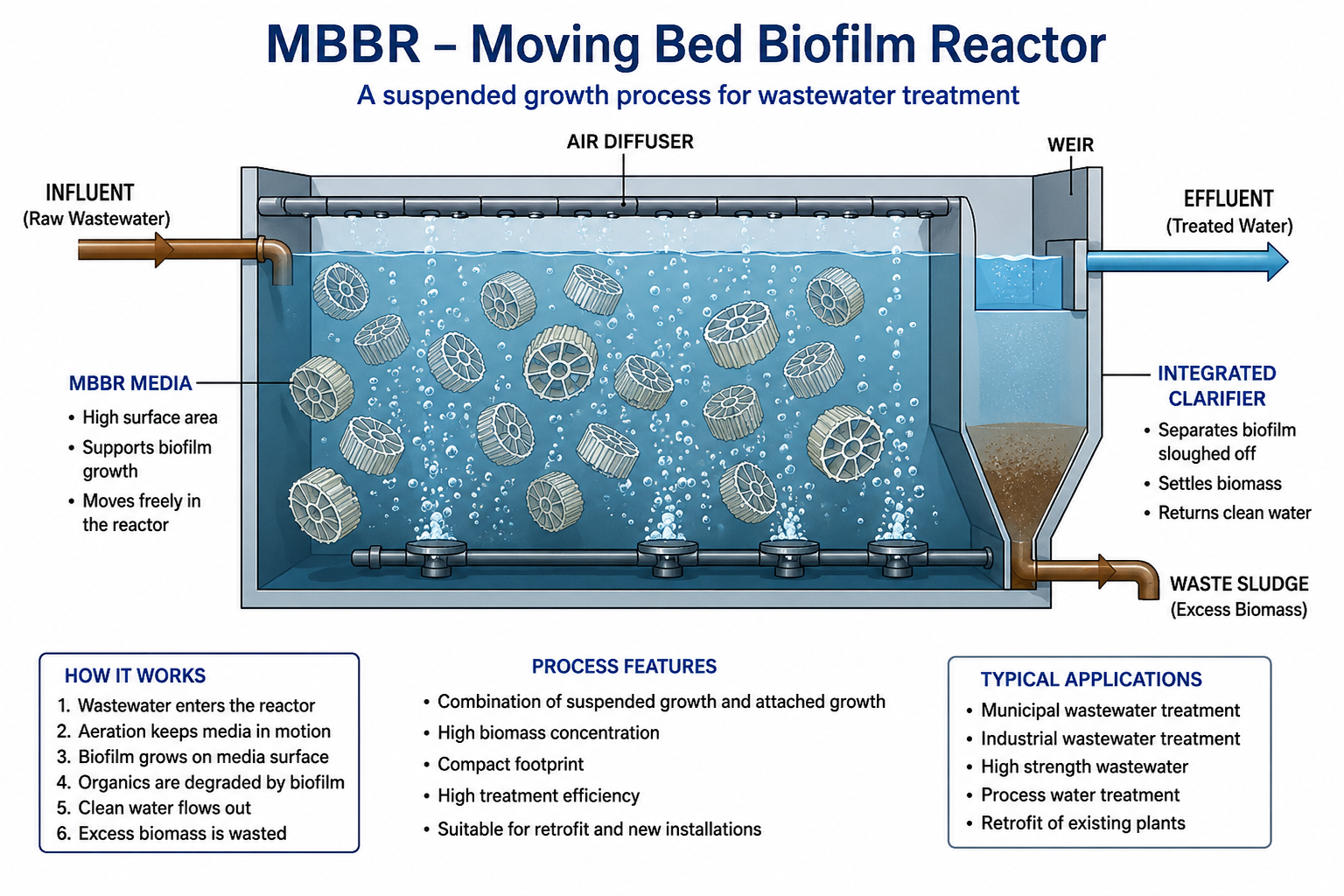
TSE Water provides MBBR-based wastewater and effluent treatment plants that help industries meet statutory discharge norms efficiently. With extensive experience in designing ETP, STP, and ZLD support systems, TSE delivers reliable and compact biological treatment solutions.
MBBR technology uses specially designed biofilm carrier media suspended in the reactor, where microorganisms grow and degrade organic pollutants. This process enhances treatment efficiency, increases plant capacity, and reduces the footprint compared to conventional biological systems.
MBBR systems are widely used for BOD/COD removal, nitrification, and denitrification, offering stable performance even under fluctuating loads. TSE also provides packaged MBBR-based STPs for residential and commercial applications ranging from 10 KLD to 1000 KLD, available in MSEP or RCC construction.
Key Benefits
- Compact design with high load-handling capacity
- Stable performance during shock loads and pH variations
- Efficient BOD/COD removal with low energy consumption
- No sludge recirculation required
- Quick recovery from toxicity shocks
- Flexible reactor design for new or existing tanks
- Easy upgrade of conventional ASP systems to MBBR technology
Sequential Batch reactor (SBR)
TSE Water provides SBR-based wastewater treatment systems designed for applications with low or intermittent flow conditions. The SBR process integrates equalization, aeration (biological treatment), and clarification in a single reactor using PLC-based automated sequencing.
SBR technology is widely used for municipal sewage, residential complexes, housing projects, and villas where space is limited and compact packaged STPs are required. Since the entire treatment cycle occurs in one tank, the system requires a smaller footprint and offers efficient treatment performance.
TSE Water designs site-specific SBR plants with steel tanks for industrial applications (with corrosion protection) or RCC tanks for municipal sewage treatment.
Key Advantages
- High operational flexibility and automated control
- Compact design with minimal space requirement
- Lower capital cost due to elimination of separate clarifiers and additional equipment
- Reliable treatment performance for varying flow conditions
Water Reclamation with Separation Technologies For Sewage
TSE Water provides advanced sewage water reclamation systems using Ultrafiltration (UF) and Reverse Osmosis (RO) technologies to produce high-quality recycled water from treated sewage. These membrane-based systems effectively remove suspended solids, bacteria, colloids, and dissolved salts, enabling safe reuse of treated water.
UF membranes remove fine suspended particles, pathogens, and colloids from secondary treated sewage, while RO systems further remove Total Dissolved Solids (TDS) to produce high-purity water suitable for reuse.
The treated water can be reused for flushing, gardening, cooling towers, landscaping, and other non-potable applications, reducing dependence on freshwater sources.
Key Benefits
- High-performance membranes made from modified PES or PVDF polymers
- Integrated CEB (Chemical Enhanced Backwash) and CIP (Clean-in-Place) systems
- Available in semi-automatic or fully automated configurations
- Optional auto-monitoring of feed conductivity and pH
- Air scouring systems for effective membrane cleaning
- Energy recovery devices such as turbine or pressure exchanger systems
- Bio-resistant feed spacer options for improved membrane life
These systems help maximize sewage water reuse, reduce freshwater demand, and support sustainable water management in residential, commercial, and municipal applications.
MBR-Membrane Bio Reactor
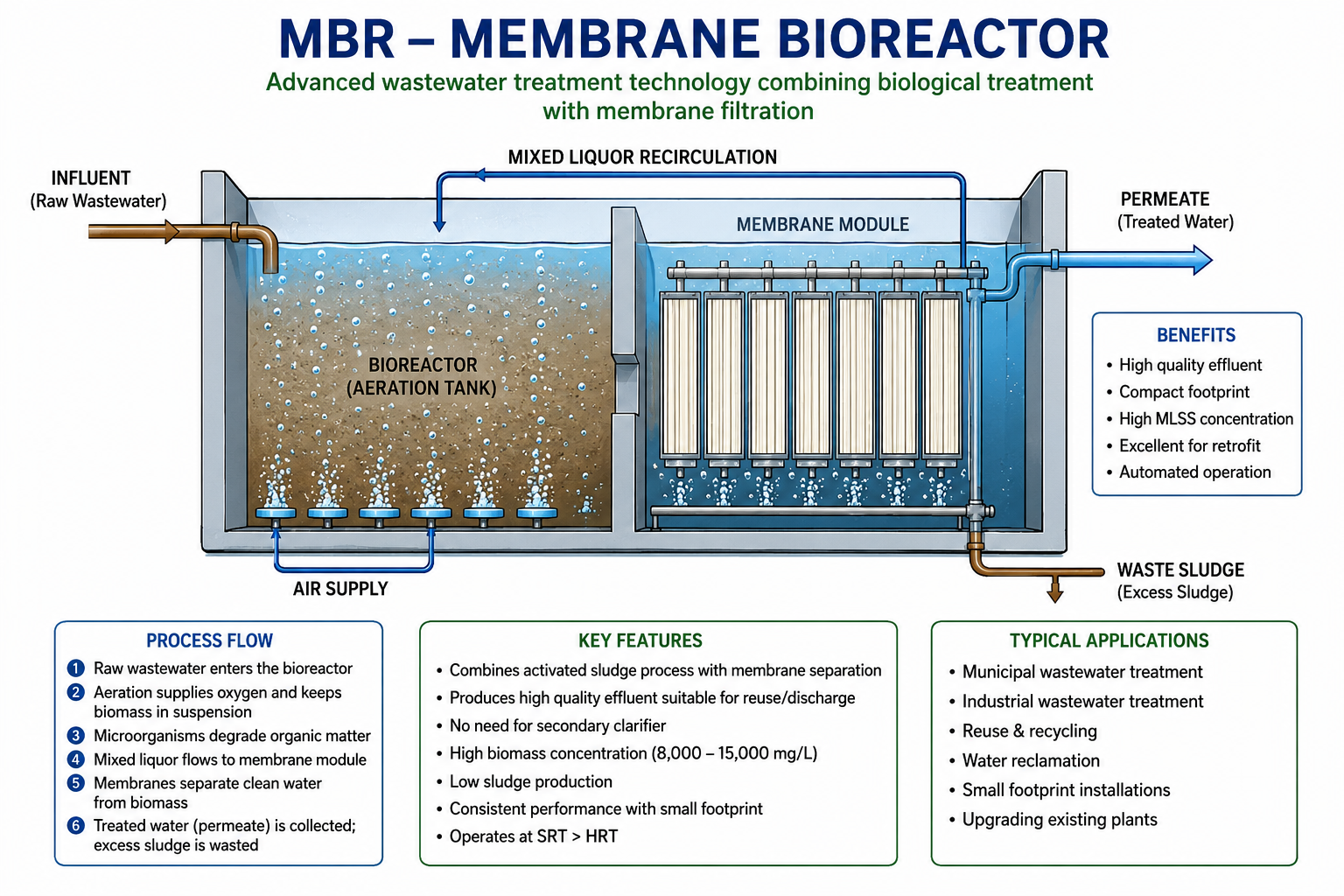
TSE Water offers Membrane Bioreactor (MBR) technology, an advanced solution for treating municipal and industrial wastewater with superior treatment efficiency and compact plant design. MBR integrates biological treatment with membrane filtration (microfiltration or ultrafiltration) to achieve high-quality treated water suitable for reuse.
In this process, wastewater is biologically treated in an aeration tank similar to the conventional activated sludge system. However, instead of using a secondary clarifier for solid-liquid separation, membrane modules perform the filtration, producing very clear treated water.
MBR systems are ideal for water recycling and reuse applications such as flushing, gardening, cooling towers, and process reuse. The technology is increasingly adopted for urban STPs, industrial ETPs, and water reuse projects due to its compact footprint and ability to meet stringent discharge standards.
Key Features
- High-quality treated water with <1 NTU turbidity and <5 mg/L BOD
- Suitable for direct feed to RO systems, reducing pre-treatment requirements
- Fully automated operation with PLC/SCADA integration
- Compact design with minimal footprint
- High organic loading capacity
- Easy expansion by adding additional membrane modules
Advantages
- Superior treated water quality for reuse
- Reduced sludge production
- Lower space requirement compared to conventional systems
- Flexible capacity augmentation for future demand